( Ejemplo de ciclos encajonados para desbastar grandes cantidades de material con pocas lineas de programa
( Ajustes previos:
( La PC debe estar ajustada de manera que el punto decimal sea efectivamente un punto y no una coma
( Si se va a ejecutar este programa sobre un verdadero torno de CNC
( Definimos el tamano del tocho para que el simulador sepa con qué empezar
[ BILLET X25 Z55
( Las velocidades de husillo y avance de herramienta son las que corresponderian
( a una maquina mediana trabajando un acero relativamente blando tipo 1010
( El cambiador de herramientas tendria una herramienta de desbaste fino/pulido en el puesto 1
( una mecha de 5mm en el puesto 2
( y una herramienta de roscado en el puesto 3
( Los nombres de los viejos programa de CNC solo podian contener numeros
( Si este programa se hubiera llamado 0001.fnl la linea siguiente seria su identificador univoco
O0001
( Usamos sistema metrico
G21
( Los avances estaran definidos en avance por revolucion
G99
( otra forma podria haber sido avance por minuto
( Antes de arrancar, pedimos un cambio de herramienta. La herramienta 01 con el juego de offset locales 01
M06 T0101
( La velocidad de husillo sera indicada en RPM
( Ahora pedimos 1800 rpm
( y que se arranque el motor en sentido horario
G97 S1800 M03
( Pedimos que cada eje se mueva lo mas rapido que pueda hasta las coordenadas relativas a la pieza
( diametro X=26 mm y eje Z = 2 mm
( El movimiento no necesariamente sera una linea recta
( Lo mas probable es que resulte una linea quebrada segun el lugar del que se parta
( y de las velocidades de desplazamiento de eje que tenga la maquina en cuestion
G00 X26 Z2
( llegados a ese punto cercano a la pieza, nos movemos justamente hasta Z=0 el borde derecho
( pero todavia fuera del tocho ya que su diametro seria de 25 mm
( Seguimos dentro de la G00 que puede tener varias lineas indicando desplazamientos sucesivos
Z0
( Ahora si desplazamos la herramienta de manera controlada a traves de segmentos de recta y circunsferencia
( Esta manera controlada se llama a veces interpolacion lineal o circular segun el caso
( Nos movemos hasta un diametro negativo
( Pasamos de largo el centro para frentear el tocho
( El avance será de 5 centesimas de mm por vuelta
G01 X-1 F.05
( Ahora volvemos a una posicion externa lo mas rapido posible
( Esta posicion se eligio arriba y a la derecha del contorno que se va a definir a continuacion
G00 X26 Z2
( ATENCION una de las mejores instrucciones de CNC Ciclos encajonados de cilindrado
( Sirve para desbastar grandes cantidades de material en varias pasadas de cilindrado
( haciendo una escalerita pero sin tener que definir los movimientos de la escalerita
( sino solamente los movimientos que describen el contorno final deseado
( Hay dos restricciones que deben tenerse en cuenta.
( a) El contorno debe ser monotonamente creciente o decreciente
( b) El primer movimiento definido debe ser de FRENTEADO
( G71 es tan larga que no cabia en los viejos monitores de planta con caracteres grandes y baja resolucion
( por lo que se desdoblo en 2 lineas consecutivas
G71 U.75 R.25
G71 P1 Q2 U1.0 W.1 F.07
( U.75 En cada cilindrado calamos 75 centesimas de mm
( R.25 Llegado al final del cilindro separamos la herramienta 25 centesimas de mm para no rayar la pieza
( P1 El contorno se comienza a definir en la linea N1. N1 no precisa ser contigua a G71
( Q2 El contorno se termino de definir en la linea N2
( U1.0 Nos reservamos 1mm de sobremedida de diametro para dejarselo al ciclo de acabado/pulido
( W.1 Nos reservamos 1 decima de mm de sobremedida en el eje Z a los mismos fines
( F.07 La herramienta avanzara 7 centesimas de mm por cada revolucion
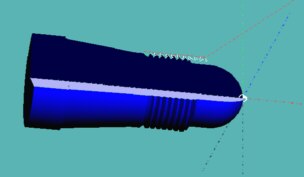
( Linea N1 empieza el contorno, haciendo un avance de FRENTEADO puro desde la ultima posicion previa a la G71
( casi hasta el morro del tocho
N1 G00 X0
( Entramos despacito maquinando hasta el morro del tocho
G01 Z0
( Cortamos un arco de circunsferencia antihorario desde donde estamos hasta Z=-8mm con un radio de 8 mm y medio
( Dejamos que el CNC se encargue de calcular donde tiene que estar el centro, etc
( Definimos una velocidad de 2500 rpm que sera obviada en el desbaste grueso pero tenida en cuenta en el acabado
G03 X17 Z-8.5 R8.5 S2500
( Ahora cilindramos hasta Z=-13 mm y medio
G01 Z-13.5
( Hacemos un tronco de cono hasta diametro 20mm y Z=-14 y algo de mm
X20 Z-14.36
( Cilindramos hasta Z=-28 mm y medio
Z-28.5
( Otro tronco de cono
( Notese que los diametros siempre van creciendo
( Si hubiera que maquinar una entalladura debera programarse otro ciclo monotonamente decreciente
X24 Z-46.5
( Un escaloncito hasta el diametro de 26 mm
X26
( Ultima linea del ciclo
( Enviamos la herramienta a la misma posicion que tenia antes de invocar G71
N2 G00 X26 Z2
( Ahora que ya hicimos el desbaste grueso hacemos el acabado en una sola pasada con G70
( El contorno a seguir es el mismo usado antes y definido entre las lineas N1 y N2
G70 P1 Q2
( Enviamos el carro a la posicion de reposo lejos de la pieza
G28 U0 W0
( Frenamos el motor
M05
( Pedimos un cambio de herramienta
( Se viene el roscado con la herramienta 03 usando su juego de offset local 03
M06 T0303
( Reconfirmamos que la velocidad de husillo estara definida en RPM
( Bajamos drasticamente la velocidad de giro y reencendemos el motor
G97 S500 M03
( Nos acercamos velozmente a la pieza
G00 X20.5 Z-10
( Comenzamos un ciclo de roscado con varias pasadas
( G76 es otra instruccion larga desdoblada en 2 lineas
( G76 es mas compleja que G71 porque la seccion vista por la herramienta depende de la profundidad
( que ha llegado a calar
( Por esto la primera calada puede ser relativamente profunda pero cada una de las siguientes tiene un calado menor
G76 P050060 Q035 R.0
G76 X18.00 Z-26.5 P1000 Q070 F1.5
( P05 el ACABADO de la rosca se hara en 5 pasadas Habra otras pasadas previas claro
( 00 angulo de chanfle al entrar y salir del roscado
( 60 es el angulo que tiene la punta de roscar utilizada
( Q035 si lo que queda por calar es 35 micras o menos se hara en una sola pasada
( R.0 sobremedida que se deja para una pasada de acabado con otra herramienta En este caso no dejamos nada
( X18.00 diametro interno de la rosca de 18 mm
( Z-26.5 la rosca se extendera hasta esa posicion de Z
( P1000 el filete de la rosca tendra 1000 micras en el sentido del diametro
( Q070 El primer corte tendra un calado de 70 micrones o 7 centesimas
( En las pasadas siguientes la punta vera siempre la misma area de material a desbastar
( F1.5 la rosca tendra un paso de 1 mm y medio
( Enviamos el carro a la posicion de reposo lejos de la pieza
G28 U0 W0
( Mision cumplida frenamos el programa y lo rebobinamos dejandolo listo para otra ejecucion
M30
( Tambien podria usarse M00 que lo frena pero no lo rebobina

 Video en YouTube:
Video en YouTube: