Los procesos de tratamiento anaeróbico utilizan bacterias que funcionan solamente en ausencia de aire.
Los procesos de tratamiento anaeróbico utilizan bacterias que funcionan solamente en ausencia de aire.
Estos procesos se están haciendo más populares en la industria de tratamiento del agua porque tienen considerables ventajas sobre los procesos aeróbicos, incluyendo baja producción de lodo, tolerancia de la operación de arranque/parada, producción de un combustible útil (metano) y rendimiento relativamente alto.
El Digestor Anaeróbico de Armfield está diseñado como unidad de formación para el banco de trabajo, y como medio de proporcionar datos de procesos operativos para propósitos de diseño de plantas.
Temática abordada
- Preparación, calentamiento y aclimatación de un reactor anaeróbico
- Demostración de la naturaleza multi-etapa de la digestión anaeróbica
- Balances de carbono
- Estudio de los efectos para el rendimiento de purificación de: - carga hidráulica - relaciones de alimentación - temperatura - deficiencia de nutrientes - fuerza de influentes
Ensayos posibles
- Estudios de tratabilidad de efluentes, incluyendo balances de sólidos, carbono y biogás para determinar la purificación (COD-BOD)
- Determinacion de temperaturas de operación, caudales de alimentación y relaciones óptimos
- Observación del efecto del pH y la concentración de nutrientes influentes
- Estudios de estabilidad de procesos
- Determinación de la cinética de control
- Extrapolación al 100% a escala industrial
-
Pedir Cotización
Peso Bruto: 150 kg
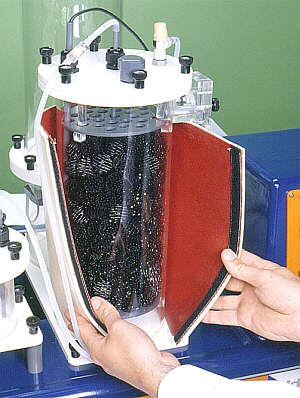 El digestor anaeróbico consta de dos reactores de lecho denso de caudal ascendente de 5 litros, con sistemas de control de alimentación y temperatura para permitir la operación continua y estable a un ritmo de hasta siete litros por día durante periodos de muchos días.
El digestor anaeróbico consta de dos reactores de lecho denso de caudal ascendente de 5 litros, con sistemas de control de alimentación y temperatura para permitir la operación continua y estable a un ritmo de hasta siete litros por día durante periodos de muchos días.